
无锡新星焊接
热线:400-001-0502
传真:0510-8331 6247
销售:13395100070同微信
联系人:亿先生
邮箱:cnhjsb@163.com
地址:江苏省无锡市惠山区洛社镇312国道161公里花明桥工业区
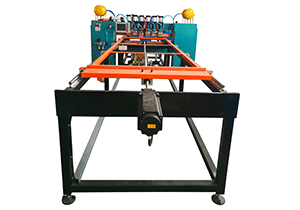
液压对焊机
一、 简介
UN重型液压对焊机为液压加压式,能焊接低碳钢、中碳钢、部分合金钢及有色金属(铜、铝及其合金)。焊接时可以用电阻焊接法或闪光焊接法。
本机为适应大焊件的焊接要求特加装液压夹紧机构。
UN重型液压对焊机主要包括:焊接变压器、固定电极、移动电极、加压机构及控制元件等。焊接时,可调节顶锻压力,推横向移动横架,完成送料及加压过程。
在焊接处的两侧及下方均装有防护板,以免熔化金属溅入变压器及开关中。
1.液压夹紧机构:
由液压泵站、控制箱、液压缸等组成,左右缸分开控制,焊接前手动夹紧,焊接完成后手动松开,夹紧时液压缸自锁夹紧,松开时非自锁请长按松开按钮。
2.顶锻送料机构:
送料机构系完成焊接中所需要的熔化及挤压过程。采用伺服放大板控制,再软件触摸屏上可直接设置数值。
2.开关控制
左右压紧,踩一下压紧,再踩一下松开。
按启动按钮,开始焊接。
焊件压紧并通电加热。此时焊件因塑形变形而缩短,当达到规定的顶锻量时,机头后方,行程光电触动使电流自动切断。
控制电源由次级电压为24伏的辅助变压器供电。
3.电气装置:
焊接变压器为铁壳式,其初级电压为380伏。变压器初级绕组为筒形。焊接时按焊件的性质选择调节级数,以取得所需的次级空载电压。
焊接过程通电时闻的长短,可由焊工通过按钮开关及行程开关控制。上 上述开关控制继电器,由继电器使接触器接通或切断焊接电源。
|
 |